من می خواهم در مورد پروژه ام به شما بگویم تا نظر شما را در مورد آن بدانم. انتقادات و پیشنهادات آگاهانه با آغوش باز پذیرفته می شود. اگر علاقه ای وجود داشته باشد، یک سری مقاله در مورد نحوه ایجاد پروژه خواهم نوشت و بخشی از تجربیات خود را به اشتراک خواهم گذاشت. بنابراین، بیایید شروع کنیم.
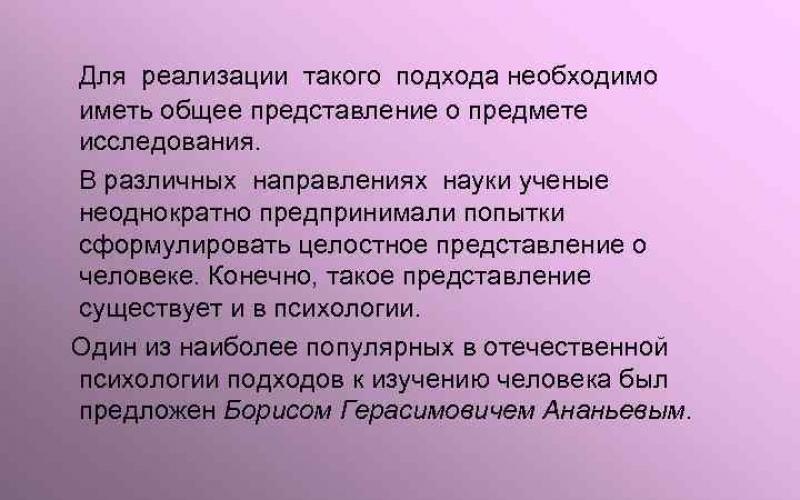
اخیراً، ایده ای برای ایجاد یک پروژه کاملاً باز برای یک پلت فرم جهانی 3 مختصات مطرح شد که می تواند عملکرد یک چاپگر سه بعدی، یک ماشین فرز برای پردازش پلاستیک و موارد دیگر را انجام دهد. پلت فرم به صورت مدولار ساخته شده است. این بدان معنی است که دارای درایوها و ابزارهای کاملاً قابل تعویض است. ما این چیز را "پلتفرم RRaptor" نامیدیم. در آینده تعدادی تصویر و عکس از مدل های طراحی و آنچه قبلاً اجرا شده است ارائه خواهم داد.

این چیزی است که در واقعیت اتفاق افتاده است. و بله. پیچ در مختصات Y محکم نشده است
بیایید ببینیم که مدولار بودن در زمینه یک پروژه به چه معناست. به عنوان مثال، ما می خواهیم یک چاپگر سه بعدی دریافت کنیم: درایوهای مناسب + یک واحد چاپ را نصب می کنیم (3 واحد را می توان همزمان نصب کرد) - و تمام. ما می توانیم قطعات خود را چاپ کنیم. به دلایل مختلف از چرخ دنده های رک و پینیون با موتور پله ای برای چاپ پلت فرم استفاده می شود.

مدل یک درایو rack-and-pinion نصب شده روی مختصات Y را نشان می دهد
یا نیاز داشتیم چیزی را آسیاب کنیم. سپس درایوهای پیچ مهره ای را با موتور توپی NEMA23 و کاتر نصب می کنیم. آماده! ما با پیچ های مختلف آزمایش کردیم. شروع از "مزرعه جمعی"، مانند سنجاق سر معمولی، و پایان دادن به پیچ های توپ با کیفیت بالا. امکان نصب انواع پیچ بر روی سکو وجود دارد. بستگی به بودجه دستگاه دارد. گزینههای دوک فرز نیز از متههای استاندارد تا نسخه ما از یک دوک کوچک و فشرده برای آسیاب پلاستیک (که هنوز در مرحله طراحی است) متغیر است. در حال حاضر در تست های خود از یک مته روی پایه آلومینیومی با توان 650 وات استفاده می کنیم.

در اینجا یک دستگاه فرز پلاستیکی برای شما آورده شده است

همچنین تا می شود
همانطور که در بالا گفتم، ما می خواهیم پروژه را برای توسعه دهندگان شخص ثالث باز کنیم. همه نقشه ها و پتنت ها، از جمله نرم افزار را در دسترس عموم قرار دهید. اما در ادامه بیشتر در مورد آن.
جزء مهم بعدی پروژه واحد کنترل است. تمام وسایل الکترونیکی در آنجا قرار دارد. بدون پرداختن به جزئیات آنچه در آنجا وجود دارد (همانطور که قبلاً گفتم ، علاقه وجود خواهد داشت - همه چیز را در مقالات جداگانه شرح خواهم داد) ، ویژگی اصلی آن را یادداشت می کنم. این واحد کنترل می تواند چندین پلت فرم را به طور همزمان "هدایت کند". این به شما امکان میدهد زیرساخت کوچکی از دستگاهها (یا بهتر بگوییم پلتفرمها) ایجاد کنید که عملکردهای مختلفی را انجام میدهند و آنها را به صورت مرکزی کنترل میکنند (احتمالا کلمه قوی است، اما هنوز...). بلوک نیز ماژولار است. پر شدن آن متفاوت است. می توانید رابط های ارتباطی مختلفی را اضافه کنید: وای فای، بلوتوث، اترنت و غیره. هر چه دلتان بخواهد.

عکس مسکن واحد کنترل
نرم افزار یک حماسه جداگانه است. ما آن را از ابتدا نوشتیم (و در حال نوشتن آن هستیم). کاملاً همه چیز، از الگوریتمهای چرخش پلهای گرفته تا برنامههای کاربردی در تلفن هوشمند اندرویدی، کار ماست. من نمی گویم که ما به یک چیز نوآورانه و جدید رسیدیم. اگرچه تفاوت های کلیدی با آنالوگ ها (به عنوان مثال، سیستم عامل مارلین) وجود دارد. من فقط می خواهم تأکید کنم که ما پروژه و ایده را در کل بسیار جدی گرفتیم. و امیدوارم بتوانیم آن را به طور کامل اجرا کنیم. یعنی به تولید انبوه چنین پلتفرم هایی.

این اولین نمونه اولیه ماست. ما برای اولین آزمایش ها بر اساس آن یک پلاتر ساختیم
اگرچه ما هنوز باید به تولید انبوه برویم و هم کاستیهای مکانیک و هم در آن را اصلاح کنیم نرم افزار. با این وجود، ما قبلاً تجربه ای داریم.

سری اول برای 5 عدد
امیدوارم (یا بهتر است بگویم مطمئن هستم) که نظرات، نظرات و نظرات شما به ما کمک کند. متأسفانه، توصیف و نشان دادن بسیاری از جزئیات پروژه در یک مقاله به سادگی غیر واقعی است. اما باید از یک جایی شروع کنیم.
با تشکر از توجه شما.
قابلیتهای تکنولوژیکی ماشینهای CNC، با مساوی بودن سایر موارد، با تعداد مختصات کنترلشده تعیین میشود.
با تعداد مختصات کنترل شدهماشین آلات عبارتند از:
1. دو مختصات ( ایکس, Y).
2. 2.5-مختصات ( ایکس, Yو جداگانه برای ز).
3. سه مختصات ( ایکس, Y, ز).
4. چهار محور و بیشتر (ماشین آلات و مراکز ماشینکاری چند منظوره).
توجه ویژه ای باید به ماشین هایی با محورهای مختصات شاخص، که معمولاً به عنوان مثال، نه "5 محور"، بلکه "3 + 2 محور" مشخص می شوند، معطوف شود. به این معنی که 2 محور این دستگاه قابلیت چرخش یا حرکت با سرعت بیکار را دارند، قسمت کار دستگاه را در این حالت ثابت کرده و متعاقباً قطعه کار را بدون حرکت در محورهای شاخص پردازش می کنند.
علامت گذاری ماشین های CNC
علامت گذاری ماشین های CNC مشابه علامت گذاری ماشین های جهانی است، اما برای تعیین سیستم CNC، حرف "F" با یک عدد در انتهای علامت وارد می شود:
F1 - سیستم CNC با از پیش تعیین شده؛
F2 - سیستم موقعیتی CNC (ماشین های حفاری و حفاری CNC) (شکل 1.1 را ببینید).
F3 - سیستم کانتور CNC (تراش CNC و ماشین های فرز) (شکل 1.2 را ببینید).
F4 – سیستم CNC ترکیبی (F2 + F3) (ماشین های چند منظوره).
نمونه هایی از مارک ماشین های CNC: 16K20F3 – ماشین تراش پیچ با سیستم کانتور CNC; 2Р135Ф2 - دستگاه حفاری عمودی با سیستم موقعیت یابی CNC. 2451ПМФ4 – دستگاه حفاری و فرزکاری با سیستم ترکیبی CNC.
لازم به ذکر است که اصل توصیف شده در بالا برای علامت گذاری ماشین های CNC فقط برای تجهیزات تولید شده در اتحاد جماهیر شوروی معتبر است. تولید کنندگان ماشین آلات CNC مدرن (از جمله خارجی) به طور عمده از استانداردهای داخلی شرکت خود استفاده می کنند که با استانداردهای سایر تولید کنندگان همبستگی ضعیفی دارد.
روش های برنامه نویسی ماشین های CNC
وجود داشته باشد سه روش برنامه نویسیپردازش برای ماشین های CNC:
1. برنامه نویسی دستی.
همه اپراتورها و برنامه نویسان دستگاه CNC باید درک خوبی از تکنیک های برنامه نویسی دستی برای نوشتن برنامه کنترلی مستقیماً روی رک CNC دستگاه یا تصحیح یک برنامه موجود داشته باشند.
2. برنامه نویسی روی کنسول CNC (برنامه نویسی گفتگو با استفاده از زبان های سطح بالا).
در این حالت برنامه ها مستقیماً روی رک CNC ایجاد و وارد می شوند. در حال حاضر در دستگاه های CNC استفاده می شود سیستم های مدرنتوسعه CP سطح بالا چنین سیستمهایی به اپراتور-برنامهنویس اجازه میدهند تا یک برنامه پردازش بخش را تهیه کند و دنباله انتقالهای پیشنهادی توسط سیستم را تنها با نشان دادن پارامترهای آنها تعیین کند. اپراتور دستگاه می تواند عملکرد صحیح NC را مستقیماً روی قفسه CNC دستگاه با تجسم پردازش بررسی کند.
3. برنامه نویسی با استفاده از سیستم های CAM.
برنامه نویسی با استفاده از سیستم های CAM نیاز به محاسبات ریاضی پر زحمت را از بین می برد و از ابزارهایی استفاده می کند که سرعت توسعه نرم افزار را به میزان قابل توجهی افزایش می دهد. این روش برنامه نویسی اغلب برای نوشتن برنامه هایی برای ساخت قطعات پیچیده استفاده می شود. با این حال، برای تطبیق CP توسعه یافته با یک ماشین خاص، به یک پس پردازشگر نیاز است که برنامه های کنترل را به فضای فاز این ماشین تبدیل می کند.
کدگذاری اطلاعات، صرف نظر از روش برنامه نویسی مورد استفاده، در انجام می شود جی-کد با نام جایگزین ISO-7بیت. کد ISO-7بیت UE فریم ها را به صورت آدرسی تعریف می کند و بر اساس سیستم باینری-اعشاری است.
اطلاعات ارائه شده در هر برنامه کنترلی تقسیم می شود
به 3 نوع:
· هندسی(مجموعه حرکت بر اساس مختصات)؛
· تکنولوژیکی(تنظیم حالت های پردازش، ابزارها و غیره)؛
· منطقی(خنک کردن را روشن/خاموش کنید، چرخش اسپیندل را تنظیم کنید و غیره).
سوالات و وظایف برای خودکنترلی
1. کنترل عددی ماشین ابزار چیست؟
2. یک سیستم کنترل عددی را تعریف کنید.
3. دستگاه کنترل عددی ماشینی چیست؟
4. هدف و زمینه های اصلی کاربرد کنترل موقعیتی و کانتور چیست؟
5. برنامه کنترلی چیست؟
6. گسسته حرکت به چه چیزی گفته می شود؟
7. مساوی چیست؟
تست های بخش
1. کنترل برنامه عددی یک ماشین ابزار عبارت است از:
الف) کنترل پردازش قطعه کار روی دستگاه طبق برنامه کنترل؛
ب) مجموعه ای از روش ها و ابزارهای فنی و نرم افزاری مرتبط با عملکردی که کنترل ماشین را فراهم می کند.
2. سیستم کنترل عددی:
الف) مجموعه ای از روش ها و ابزارهای فنی و نرم افزاری مرتبط با عملکردی که کنترل برنامه عددی ماشین را فراهم می کند.
ب) مجموعه ای از روش ها و ابزارهای نرم افزاری مرتبط با عملکرد که کنترل نرم افزاری ماشین را فراهم می کند.
ج) مجموعه ای از روش ها و ابزارهایی که کنترل برنامه عددی ماشین را فراهم می کند.
3. دستگاه کنترل عددی برای دستگاه:
الف) بخشی از سیستم CNC که به صورت یکپارچه با آن ساخته شده و اقدامات کنترلی را بر روی دستگاه های اجرایی دستگاه مطابق با برنامه کنترل و اطلاعات مربوط به وضعیت جسم کنترل شده صادر می کند.
ب) بخشی از سیستم CNC که اقدامات کنترلی را مطابق با برنامه کنترل و اطلاعات مربوط به وضعیت جسم کنترل شده به دستگاه های اجرایی دستگاه صادر می کند.
ج) بخشی از سیستم CNC که به صورت یکپارچه با آن ساخته شده است و بر اساس برنامه کنترل، اقدامات کنترلی بر روی دستگاه های اجرایی دستگاه صادر می کند.
4. کنترل موقعیتی عبارت است از:
الف) کنترلی که در آن قطعات کار ماشین به نقاط مشخص شده بدون تعیین مسیر حرکت می کنند.
ب) کنترل، که در آن قطعات کار ماشین با سرعت معینی در طول یک مسیر معین حرکت می کنند.
5. کنترل کانتور عبارت است از:
الف) کنترلی که در آن قطعات کار ماشین با سرعت معینی در طول یک مسیر معین حرکت می کنند.
ب) کنترلی که در آن قطعات کار ماشین به نقاط مشخص شده بدون تعیین مسیر حرکت حرکت می کنند.
ج) کنترلی که در آن قطعات کار ماشین با سرعت معینی در یک مسیر معین یا بدون تعیین مسیر حرکت حرکت می کنند.
روتر CNC یک دستگاه چند منظوره است که برای مصارف مختلف در صنایع مختلف مانند فرآوری چوب و پانل، فرآوری فلزات به ویژه صنایع سوغات و تبلیغات، همچنین فرآوری سنگ و شیشه و سرامیک استفاده می شود.
دستگاه فرز CNC یک ابزار خودکار برای ماشینکاری مواد با استفاده از ابزارهای تخصصی - برش است. تنوع زیادی از آنها وجود دارد، هم جهانی و هم تخصصی، هم خشن و هم برای کارهای خوب. بنابراین، وقتی از قابلیت های تکنولوژیکی یک ماشین فرز و حکاکی صحبت می کنیم، همیشه منظورمان این است که این دستگاه مجهز به کاتر مناسب برای انجام وظایف است.
ماشین های فرز در نجاری بسیار مورد استفاده قرار می گیرند. چه از چوب جامد (تخته، عرشه، و غیره) یا تخته سه لا، یا حتی تخته های چوبی (نئوپان، تخته فیبر، از جمله ام دی اف و غیره) - ماشین های فرز، حتی با ضعیف ترین دوک ها، می توانند آنها را برش دهند، فرز سه بعدی، حکاکی. در سرعت های نسبتاً بالا - تا 30 میلی متر در ثانیه در امتداد مواد و تا 8 میلی متر در ثانیه. عمیق (بسته به نوع چوب).
ماشین های فرز همچنین با پلاستیک ها از جمله اکریلیک (پلکسی گلاس)، پی وی سی، PET ضخیم، پلی استایرن، پلی پروپیلن و انواع دیگر مواد پلیمری کار می کنند. برش و آسیاب پلاستیک بهتر از چوب انجام می شود، زیرا... پلاستیک ها مواد همگن تر و اغلب چگالی کمتری دارند.
برای حکاکی، پلاستیک های دو لایه مخصوص برای حکاکی روی روتر وجود دارد. آنها دو ورقه پلاستیکی نازک هستند رنگهای متفاوت، به هم فشرده شده اند. بنابراین، با برداشتن لایه رویی، کنتراست واضحی در امتداد مرز منطقه حکاکی به دست می آوریم که وضوح طرح را حتی با اندازه های بسیار کوچک تضمین می کند. به عنوان مثال، متن را می توان به وضوح با اندازه کاراکتری به کوچکی 1.5 میلی متر حک کرد. حکاکی را می توان روی هر پلاستیک غیر تخصصی دیگری نیز انجام داد.
ماشین های فرز می توانند با مواد کامپوزیت کار کنند و بسته به نوع مواد کامپوزیت، آنها را با سرعت 15 میلی متر بر ثانیه برش می دهند.
روترهای CNC همچنین می توانند با فلزات کار کنند. برنج، مس، آلومینیوم، برنز، دورالومین و سایر فلزات و آلیاژهای نرم را می توان حتی در ماشین های فرز با قدرت دوک 0.8 کیلووات یا بیشتر به راحتی برش و آسیاب کرد. در ماشین های قوی تر، با نصب سیستم خنک کننده کاتر، امکان پردازش فلزات سخت تر، به عنوان مثال، برخی از گریدهای فولاد وجود دارد. به طور معمول، سرعت برش در هنگام برش و برش حدود 10-15 میلی متر بر ثانیه و 10 میلی متر در ثانیه تنظیم می شود. هنگام حکاکی (به عنوان مثال، حکاکی مواد با پوشش منیزیم).
بسته به نوع کار انجام شده، ماشین های فرز عبارتند از:
- حکاکی و فرز،
- حفاری و آسیاب،
- تراشکاری و فرزکاری و بسیاری از انواع دیگر.
آسیاب می تواند موادی مانند:
- درخت،
- پلاستیک،
- گرافیت،
- و همچنین انواع فلزات و آلیاژهای آنها (فولاد، چدن، آلومینیوم، برنج، برنز، مس و...)
ابزارهای برش مورد استفاده، کاترها نیز بسیار متنوع هستند. طراحی پیچیده ماشین ها به آنها اجازه می دهد تا طیف گسترده ای از عملیات را برای پردازش مواد انجام دهند: حکاکی، حفاری، فرز، کنده کاری، برش اسلب های بزرگ و موارد دیگر.
اصل کار دستگاه فرز به گونه ای است که در چارچوب یک برنامه در حال اجرا، امکان تغییر خودکار ابزار - کاتر، تغییر سرعت چرخش برش و زاویه چرخش اسپیندل را فراهم می کند. تمام کارکردها و ویژگی های ذکر شده تجهیزات فرصت های بسیار خوبی را برای استفاده از ماشین های فرز در زمینه ها و صنایع مختلف ایجاد می کند. می توان از آنها برای برش و برش اسلب های بزرگ و پردازش ظریف کوچکترین قطعات استفاده کرد.
به عنوان مثال، یک دستگاه فرز و حکاکی، علیرغم چشمگیر بودن و انبوه بودن طراحی، می تواند علاوه بر سوراخ کاری، برش و برش مواد، حکاکی بسیار ظریف را انجام دهد و کوچکترین جزئیات تصویر اصلی را به طور دقیق و واضح بر روی قطعه کار منتقل کند. دقت حکاکی دستگاهی که به درستی تنظیم شده باشد کسری از میلی متر است.
آخرین نسل دستگاه های فرز به شما امکان می دهد نه تنها قطعات مسطح را پردازش کنید، بلکه قطعات کار را با استفاده از برنامه های سه بعدی پردازش کنید و اشکال سه بعدی ایجاد کنید. چنین قابلیت های جهانی ماشین های CNC توسط تولید کنندگان مبلمان مدرن قدردانی می شود. این ماشین ها به شما امکان می دهند پیچیده ترین راه حل های طراحی را درک کنید: نمای مبلمان خمیده، روکش مبلمان حک شده، برش پیچیده تخته های مبلمان، فرز تزئینی در دو طرف تخته مبلمان.
انجام بدون ماشین های فرز در شرکت های نجاری متخصص در ساخت خانه های روستایی غیرممکن است. پله های کنده کاری شده با نرده های استادانه ساخته شده از خاکستر، بلوط یا گردو، درهایی با تزئینات پیچیده، طاق های چوبی و سایر عناصر تزئینی و کاربردی داخلی بدون استفاده از دستگاه های فرز CNC جهانی قابل ساخت نیستند.
مزایای عظیم چنین تجهیزات جهانی مانند ماشین های فرز CNC راه را برای آنها در تمام زمینه های تولید مدرن باز کرده است. در میان بیشترین مزایای مهمشایان ذکر است بهره وری و ساخت بالای محصولات مختلف، کنترل آسان، ورود سریع به خط تولید کار، عدم وجود تقریباً کامل نقص در ساخت قطعات، زیرا ماشین های فرز CNC توسط کامپیوتر کنترل می شوند که عامل انسانی را حذف می کند. تاثیرگذاری بر تولید


































شرح ارائه قابلیت های تکنولوژیکی و مزایای ماشین های CNC سخنرانی در اسلاید
قابلیت ها و مزایای تکنولوژیکی ماشین های CNC سخنرانی 3 اطلاعات کلی در مورد سیستم های کنترل. ساختار دستگاه CNC و سیستم CNC. مزایای دستگاه های CNC توصیه هایی برای افزایش کارایی استفاده از ماشین های CNC. طبقه بندی سیستم های CNC: سیستم های نمایشگر دیجیتال، سیستم های موقعیتی، کانتور، ترکیبی (مخلوط). تعیین نوع دستگاه CNC. تعیین مدل دستگاه CNC. سیستم های CN، CNC، SNC، HNC، DNC؛ سیستم های CNC باز، بسته و خود تنظیم شونده.
اطلاعات کلی در مورد سیستم های کنترل و ماشین های CNC کنترل یک ماشین ابزار معمولاً به عنوان مجموعه ای از تأثیرات بر مکانیسم های آن درک می شود که اطمینان حاصل می کند که این مکانیسم ها چرخه پردازش فناوری را انجام می دهند. یک سیستم کنترل دستگاه یا مجموعه ای از دستگاه ها است که این تأثیرات را پیاده سازی می کند. کنترل دستی - تصمیم به استفاده از تأثیرات خاصی از عناصر چرخه کار توسط یک فرد - اپراتور ماشین گرفته می شود. اپراتور بر اساس تصمیمات اتخاذ شده، مکانیسم های مناسب دستگاه را روشن می کند و پارامترهای عملکرد آنها را تنظیم می کند. عملیات کنترل دستی هم بر روی ماشین های غیر اتوماتیک جهانی و تخصصی برای اهداف مختلف و هم در ماشین های اتوماتیک انجام می شود. در ماشین های اتوماتیک از کنترل دستی برای اجرای حالت های تنظیم و عناصر ویژه چرخه کار استفاده می شود. در اینجا، کنترل دستی اغلب با نمایش دیجیتال اطلاعاتی که از حسگرهای موقعیت محرک ها می آید، ترکیب می شود.
کنترل خودکار به این معنی است که تصمیمات در مورد استفاده از عناصر چرخه کاری توسط سیستم کنترل بدون مشارکت اپراتور گرفته می شود. همچنین دستوراتی برای روشن و خاموش کردن مکانیسم های دستگاه صادر می کند و عملکرد آن را کنترل می کند. چرخه پردازش مجموعه ای از حرکات قطعات کار یک ماشین است که هنگام پردازش هر قطعه کار تکرار می شود. مجموعه حرکات قطعات کار در چرخه عملکرد ماشین به ترتیب خاصی انجام می شود، یعنی طبق برنامه. الگوریتم روشی است برای دستیابی به یک هدف (حل یک مسئله) با توصیف روشنی از روش اجرای آن. با هدف عملکردی، کنترل خودکار به شرح زیر تقسیم می شود: کنترل چرخه های پردازش تکرار شونده ثابت (به عنوان مثال، کنترل ماشین آلات سنگدانه که عملیات فرز، حفاری، حفاری و رزوه کاری را با اجرای چرخه های حرکتی سرهای قدرت چند اسپیندل انجام می دهند). کنترل چرخه های اتوماتیک متغیر که با استفاده از مدل های مواد آنالوگ مجزا برای هر چرخه تنظیم می شوند (دستگاه های کپی، مجموعه بادامک ها، سیستم های استاپ و غیره) نمونه ای از کنترل چرخه ای ماشین ابزار (CPU) سیستم های کنترلی برای کپی کردن ماشین های تراش و فرز هستند. ، ماشین تراش اتوماتیک چند دوک و غیره.
کنترل عددی (CNC)، که در آن برنامه به شکل آرایه ای از اطلاعات ثبت شده در یک یا رسانه دیگر مشخص می شود. اطلاعات کنترل برای ماشین های CNC گسسته است و پردازش آن در طول فرآیند کنترل با استفاده از روش های دیجیتال انجام می شود. کنترل برنامه چرخه ای (CPU) سیستم کنترل برنامه چرخه ای (CPU) به شما امکان می دهد تا به طور جزئی یا کامل چرخه عملکرد دستگاه، حالت پردازش و تغییر ابزار را برنامه ریزی کنید و همچنین میزان حرکت دستگاه را (با استفاده از تنظیم اولیه توقف ها) تنظیم کنید. دستگاه های اجرایی ماشین این یک سیستم کنترل حلقه بسته آنالوگ است و انعطاف پذیری نسبتاً بالایی دارد، یعنی تغییر آسانی در ترتیب روشن کردن تجهیزات (الکتریکی، هیدرولیک، پنوماتیک و غیره) که عناصر چرخه را کنترل می کند، فراهم می کند.
بلوک دیاگرام یک دستگاه کنترل برنامه چرخه ای 1 - بلوک تنظیم برنامه، 2 - بلوک ورودی برنامه گام به گام، 3 - بلوک کنترل چرخه ماشین، 4 - بلوک تبدیل سیگنال کنترل. 5، 6 - درایوهای دستگاه های اجرایی، آهنرباهای الکتریکی، کوپلینگ ها و غیره، 7 - سنسور فیدبک از بلوک 1 اطلاعات وارد مدار اتوماسیون می شود. مدار اتوماسیون (معمولاً با استفاده از رله های الکترومغناطیسی انجام می شود) عملکرد برنامه نویس چرخه را با محرک های دستگاه و سنسور بازخورد هماهنگ می کند. تقویت و تکثیر تیم ها؛ می تواند تعدادی از توابع منطقی را انجام دهد (به عنوان مثال، اجرای حلقه های استاندارد). از بلوک 3، سیگنال وارد محرک می شود که در آن محرک های 5، 6 اجرای دستورات مشخص شده توسط برنامه را تضمین می کنند. سنسور 7 پایان پردازش را نظارت می کند و از طریق بلوک 4 به بلوک 2 فرمان می دهد تا مرحله بعدی برنامه را روشن کند.
در دستگاه های کنترل سیکلی، به صورت عددی، برنامه فقط حاوی اطلاعات سیکل و حالت های پردازش است و میزان حرکت بدنه های کار با تنظیم استاپ ها تنظیم می شود. از مزایای سیستم CPU سهولت در طراحی و نگهداری و همچنین هزینه کم است. نقطه ضعف آن سخت بودن تنظیم ابعادی استاپ ها و بادامک ها است. استفاده از دستگاه های CNC در شرایط تولید سریال، مقیاس بزرگ و انبوه قطعات اشکال هندسی ساده توصیه می شود. سیستم های CPU مجهز به برجک تراشکاری، تراشکاری فرز، دستگاه های حفاری عمودی، دستگاه های سنگدانه، ربات های صنعتی (IR) و غیره می باشند.
کنترل عددی (CNC) کنترل عددی (CNC) ماشین ابزار به کنترل حرکت دستگاه های اجرایی دستگاه، سرعت حرکت آنها، توالی چرخه پردازش، طبق برنامه مشخص شده در یک کد الفبایی اشاره دارد. ، حالت برش و عملکردهای مختلف کمکی. بر اساس دستاوردهای سایبرنتیک، الکترونیک، فناوری کامپیوتر و مهندسی ابزار، سیستمهای کنترل برنامه اساساً جدیدی توسعه یافتند - سیستمهای CNC که به طور گسترده در ساخت ابزار ماشین استفاده میشوند. در این سیستم ها، بزرگی هر ضربه بدنه اجرایی دستگاه با استفاده از یک عدد مشخص می شود. هر واحد اطلاعات مربوط به یک حرکت گسسته از دستگاه اجرایی به میزان معینی است که به آن وضوح سیستم CNC یا مقدار ضربه می گویند. در محدوده خاصی، محرک را می توان با هر مضرب رزولوشن حرکت داد.
در سیستم های CNC، از تهیه یک برنامه کنترلی تا انتقال آن به قسمت های کار ماشین، فقط با اطلاعاتی به صورت دیجیتالی (گسسته) که مستقیماً از نقشه قطعه به دست می آید سر و کار داریم. مسیر حرکت ابزار برش نسبت به قطعه کار در حال پردازش در ماشینهای CNC به صورت مجموعهای از موقعیتهای متوالی آن نشان داده میشود که هر کدام با یک عدد مشخص میشوند. کلیه اطلاعات برنامه کنترلی (بعدی، تکنولوژیکی و کمکی) لازم برای کنترل پردازش قطعه، که به صورت متنی یا جدولی با استفاده از نمادها (اعداد، حروف، نمادها) ارائه می شود، کد گذاری شده (کد ISO -7 بیت) و وارد می شود. حافظه سیستم کنترل را از رایانه یا مستقیماً با استفاده از کلیدهای روی صفحه کنترل. دستگاه CNC این اطلاعات را به دستورات کنترلی برای محرک های دستگاه تبدیل می کند و اجرای آنها را کنترل می کند. بنابراین، در ماشینهای CNC میتوان حرکات پیچیده بدنههای کاری آن را نه به دلیل اتصالات سینماتیکی، بلکه به لطف کنترل حرکات مختصات مستقل این بدنهها طبق برنامهای که به صورت عددی مشخص شده است، به دست آورد. در شرایط تولید سریال، مقیاس کوچک و تک، کاهش زمان آماده سازی تولید به میزان 50-75٪، کاهش کل مدت چرخه پردازش به میزان 50-60٪، کاهش هزینه های طراحی و ساخت تجهیزات فناورانه. 30-85٪.
دستگاه CNC برای صدور اقدامات کنترلی به قسمت های کار دستگاه مطابق با برنامه کنترل وارد شده به بلوک ورودی اطلاعات و خواندن طراحی شده است. بلوک دستورات فناورانه برای کنترل اتوماسیون چرخهای ماشین استفاده میشود که عمدتاً از عناصر اجرایی مانند استارتها، کوپلینگهای الکترومغناطیسی، شیر برقی، سوئیچهای لیمیت و لیمیت، سوئیچهای فشار و غیره تشکیل شده است که اجرای فرمانهای تکنولوژیکی مختلف (ابزار تغییر) را فراهم میکند. ، تغییر سرعت اسپیندل و غیره) و همچنین اینترلاک های مختلف در حین کار دستگاه.
واحد درون یابی یک دستگاه محاسباتی تخصصی (درون یاب) است که یک مسیر ابزار جزئی را بین دو یا چند نقطه مشخص شده در برنامه کنترل تشکیل می دهد. اطلاعات خروجی از این بلوک، که به واحد کنترل درایو تغذیه ارائه می شود، معمولاً به شکل دنباله ای از پالس ها برای هر مختصات ارائه می شود که فرکانس آن سرعت تغذیه و تعداد - مقدار حرکت را تعیین می کند. نرخ تغذیه مشخص شده در امتداد خطوط ماشینکاری شده قطعه و همچنین فرآیندهای شتاب و ترمز توسط بلوک نرخ تغذیه ارائه می شود.
بلوک تصحیح برنامه برای تغییر پارامترهای پردازش برنامه ریزی شده استفاده می شود: سرعت تغذیه و ابعاد ابزار (طول و قطر). بلوک چرخه کنسرو شده به شما امکان می دهد هنگام پردازش عناصر تکراری یک قطعه، به عنوان مثال، هنگام سوراخ کردن و سوراخ کردن سوراخ ها، رزوه کاری و غیره، فرآیند برنامه ریزی را ساده کنید. درایو تغذیه عناصر کار شامل یک موتور محرک، سیستم های کنترل آن و سینماتیک است. پیوندها
دقت حرکت بدنه های کار یک ماشین ابزار CNC به طرح کنترل درایو تغذیه مورد استفاده بستگی دارد: باز (بدون سیستم اندازه گیری حرکات واقعی بدنه کار کنترل شده) یا بسته (با سیستم اندازه گیری). در حالت دوم، کنترل دقت سیگنال های کنترلی برای هر مختصات کنترل شده دستگاه توسط یک حسگر بازخورد (FOS) انجام می شود. دقت این کنترل تا حد زیادی با نوع، طراحی و محل سنسورهای روی دستگاه تعیین می شود. بسته به نوع عملیات ماشینکاری اساسی، ماشین آلات به گروه های تکنولوژیکی تقسیم می شوند: تراشکاری، فرز، حفاری - فرز - حفاری، سنگ زنی، چند عملیاتی. با توجه به تعداد ابزار مورد استفاده، ماشین های CNC به دو دسته تقسیم می شوند: چند ابزار، با تعداد ابزارهای تغییر خودکار تا 12، معمولاً ماشین هایی با برجک ابزار. چند عملیاتی، با تعدادی ابزار تغییر خودکار بیش از 12، مجهز به یک مجله ابزار ویژه از نوع زنجیره ای یا درام.
مزایای دستگاه های CNC 1. افزایش دقت پردازش. حصول اطمینان از قابلیت تعویض قطعات در تولید سریال و مقیاس کوچک، 2. کاهش یا حذف کامل کار علامت گذاری و لپینگ، 3. سادگی و زمان تعویض کوتاه. 4. تمرکز انتقال پردازش روی یک ماشین، که منجر به کاهش زمان صرف شده برای نصب قطعه کار، کاهش تعداد عملیات، سرمایه در گردش در حال انجام، زمان و هزینه صرف شده برای حمل و نقل و نظارت بر قطعات می شود. 5. کاهش چرخه آماده سازی برای تولید محصولات جدید و زمان تحویل آنها. 6. اطمینان از دقت بالا در پردازش قطعات، زیرا فرآیند پردازش به مهارت و شهود اپراتور بستگی ندارد.
7. کاهش عیوب ناشی از تقصیر کارگر; 8. افزایش بهره وری ماشین در نتیجه بهینه سازی پارامترهای تکنولوژیکی، اتوماسیون تمام حرکات. 9. امکان استفاده از نیروی کار ماهر کمتر و کاهش نیاز به نیروی کار ماهر; 10. امکان سرویس چند ماشینی; 11. کاهش ناوگان دستگاه، زیرا یک دستگاه CNC جایگزین چندین دستگاه دستی می شود. استفاده از ماشینهای CNC حل تعدادی از مشکلات اجتماعی را ممکن میسازد: بهبود شرایط کاری اپراتورهای ماشینآلات، کاهش چشمگیر سهم دستی سنگین، تغییر ترکیب کارگران در کارگاههای ماشینکاری، کاهش مشکل کمبود نیروی کار. ، و غیره.
توصیه های کلی برای افزایش راندمان استفاده از دستگاه های CNC: 1. استفاده گسترده از دستگاه های چند مکان. اطمینان از پردازش چندین قسمت با طراحی مشابه یا متفاوت (این امر به ویژه هنگام استفاده از GPS مهم است، زیرا مجموعه ای از قطعات برای یک محصول را می توان به دستگاه متصل کرد و در یک چرخه تولید کرد). 2 از صفحات میانی با سوراخ ها یا شیارهای دقیق ماشینکاری شده استفاده کنید که زمان نصب و تغییر تجهیزات را به قسمت جدید کاهش می دهد. علاوه بر این، از سطوح کار میز و غیره در برابر سایش محافظت می کند. این به افزایش شرایط پردازش، عمر ابزار و قابلیت اطمینان و همچنین کاهش زمان صرف شده برای تعویض ابزار و قرار دادن میز کمک می کند و تعداد ابزارهای مورد نیاز برای پردازش یک قطعه و تعداد اسلات ها را در مجله ابزار کاهش می دهد.
4 دستگاه باید دارای دستگاهی برای نظارت بر وضعیت لبه برش، ثبت زمان عملیات، نشان دهنده لحظه تغییر ابزار باشد. 5 همه ابزارها باید خارج از دستگاه نصب شوند. 6 ترتیبی را برای پردازش سوراخ ها بر اساس هزینه های زمان واقعی تعیین کنید، به عنوان مثال، تعدادی سوراخ با همان قطر را با یک ابزار پردازش کنید، یا هر سوراخ را به طور کامل با تغییر ابزار پردازش کنید. 6 در فرآیند ماشینکاری، ابتدا انتقال هایی را انجام دهید که به بالاترین سرعت دوک نیاز دارند، به عنوان مثال، ابتدا توصیه می شود سوراخی با قطر کوچک و سپس بزرگ سوراخ کنید. 7. از تغییرات ناگهانی مکرر در سرعت اسپیندل اجتناب کنید. 8 دستگاه های CNC، صرف نظر از کلاس دقت، باید فقط برای کارهایی که با هدف تکنولوژیکی دستگاه، بارهای مجاز، اندازه برش ها، مته ها و غیره محدود می شود، استفاده شوند. 9 دستگاه های CNC با کلاس دقت بالا نباید برای پردازش استفاده شوند. قطعاتی که با توجه به نقشه مشخص شده با دقت، می توانند بر روی ماشین هایی با کلاس دقت پایین تر پردازش شوند.
طبقه بندی سیستم های CNC بر اساس ماهیت حرکت بدنه های کاری طبقه بندی سیستم های CNC بر اساس وظایف فن آوری کنترل پردازش
سیستم های موقعیتی CNC - کنترل حرکات قطعات کار ماشین را مطابق با دستوراتی که موقعیت های مشخص شده توسط برنامه کنترل را تعیین می کند، فراهم می کند. در این حالت، حرکات در امتداد محورهای مختصات مختلف می توانند به طور همزمان (با سرعت ثابت معین) یا به صورت متوالی انجام شوند. این سیستم ها عمدتاً مجهز به ماشین های حفاری و حفاری برای پردازش قطعاتی مانند صفحات، فلنج ها، روکش ها و غیره می باشند که در آن ها حفاری، کانترسینک، سوراخ کاری، رزوه کاری و غیره انجام می شود (مثلاً مد 2 R 135 F 2 ، 6902 MF 2, 2 A 622 F 2 -1).
نرخ تغذیه بدنه کار دستگاه که جهت آن با جهت مماس در هر نقطه از یک کانتور پردازش معین منطبق است. سیستم های CNC Contour، بر خلاف سیستم های موقعیتی، کنترل مداوم حرکات یک ابزار یا قطعه کار را یک به یک یا در امتداد چندین مختصات به طور همزمان ارائه می دهند، در نتیجه می توان از پردازش قطعات بسیار پیچیده اطمینان حاصل کرد (با کنترل همزمان در طول بیش از دو مختصات). عمدتاً ماشینهای تراشکاری و فرز مجهز به سیستمهای کانتور CNC هستند (مثلاً mod. 16 K 20 FZ, 6 R 13 FZ). سیستم های CNC Contour - کنترل حرکات قطعات کار دستگاه را در طول مسیر و با سرعت کانتور مشخص شده توسط برنامه کنترل فراهم می کند. سرعت کانتور نتیجه است
سیستم های CNC ترکیبی عملکرد سیستم های CNC موقعیتی و کانتور را ترکیب می کنند. آنها پیچیده ترین و جهانی تر هستند. با توجه به افزایش درجه اتوماسیون ماشین های CNC، افزایش پیچیدگی) و گسترش قابلیت های تکنولوژیکی آنها (به ویژه چند عملیاتی)، استفاده از سیستم های CNC ترکیبی به طور قابل توجهی در حال افزایش است (به عنوان مثال، مد IR 500 MF 4، IR 320). GShF 4; 2206 PMF 4, 6305 F 4).
یک گروه جداگانه شامل ماشین هایی با صفحه نمایش دیجیتال و مختصات از پیش تنظیم شده است. این ماشین ها دارند دستگاه الکترونیکیبرای تنظیم مختصات نقاط مورد نیاز (مختصات از پیش تعیین شده) و جدول متقاطع مجهز به سنسورهای موقعیت که دستور حرکت به موقعیت مورد نیاز را می دهد. در این حالت، هر موقعیت فعلی جدول بر روی صفحه نمایش (نمایشگر دیجیتال) نمایش داده می شود. در چنین ماشین هایی می توانید از پیش تنظیم مختصات یا نمایشگر دیجیتال استفاده کنید. برنامه کار اولیه توسط اپراتور ماشین تنظیم می شود. در مدلهای ماشینهای CNC، حرف F با یک عدد اضافه میشود تا درجه اتوماسیون را نشان دهد: F 1 - ماشینهایی با نمایشگر دیجیتال و مختصات از پیش تنظیم شده. F 2 - ماشین های دارای سیستم موقعیت یابی CNC. F 3 – ماشین آلات با سیستم های کانتور CNC; F 4 - ماشین هایی با سیستم CNC ترکیبی برای پردازش موقعیتی و کانتور.
علاوه بر این، پیشوندهای C 1، C 2، C 3، C 4 و C 5 را می توان به نام مدل دستگاه CNC اضافه کرد که نشان دهنده مدل های مختلف سیستم های CNC مورد استفاده در ماشین ها و همچنین قابلیت های مختلف تکنولوژیکی دستگاه است. ماشین ها. به عنوان مثال، ماشین مدل 16 K 20 F 3 S 1 مجهز به سیستم CNC "Kontur 2 PT-71" است، ماشین مدل 16 K 20 F 3 S 4 مجهز به سیستم CNC EM 907 و غیره است. با سیستمهای کنترل چرخهای، که در عناصر کنترل سوئیچهای محدود، توقفها و غیره هستند، شاخص C در تعیین مدل معرفی میشود و شاخص T برای سیستمهای عامل استفاده میشود (به عنوان مثال، 16 K 20 T 1). با توجه به روش تهیه و ورود به برنامه کنترل، آنها را متمایز می کنند: سیستم عامل های CNC (در این حالت، برنامه کنترل مستقیماً بر روی دستگاه تهیه و ویرایش می شود، در حین پردازش قسمت اول از دسته یا شبیه سازی پردازش آن. ) سیستم های CNC تطبیقی، که برنامه کنترل برای آنها آماده شده است، صرف نظر از اینکه قطعه در کجا پردازش می شود. علاوه بر این، آماده سازی مستقل برنامه کنترل را می توان با استفاده از فناوری رایانه ای موجود در سیستم CNC یک دستگاه خاص یا خارج از آن (به صورت دستی یا با استفاده از یک سیستم برنامه نویسی خودکار) انجام داد.
مطابق با طبقه بندی بین المللی، تمام دستگاه های CNC با توجه به سطح قابلیت های فنی به کلاس های اصلی تقسیم می شوند: NC - کنترل عددی - ایجاد شده بر اساس دستگاه های شمارش آنالوگ، که در نتیجه آنها دارای یک معماری "سخت" سازگار هستند. به یک مدل ماشین خاص، معمولا بر اساس درایو استپر. با هر چرخه پردازش قطعه کار، NC فریم به فریم خوانده می شود - یکی پردازش می شود، دیگری در حافظه بافر نوشته می شود. در این حالت کار، بار قابل توجهی بر روی دستگاه خواندن و مواد حامل برنامه وجود دارد، بنابراین خرابی سیستم اغلب رخ می دهد. SNC - کنترل عددی ذخیره شده - تمام خصوصیات کلاس NC را حفظ می کند اما در افزایش ظرفیت حافظه با آنها تفاوت دارد. CNC - کنترل عددی کامپیوتری - مبتنی بر میکرو هستند. رایانه ها و به شما امکان می دهد دستگاه های CNC ایجاد کنید که عملکردهای کنترل ماشین (معمولاً با درایوهای مبتنی بر موتور) را ترکیب می کند. جریان مستقیم) و حل مشکلات فردی آماده سازی UE. ویژگی سیستم های این کلاس است
امکان تغییر و تنظیم در حین کار هم CP برای پردازش قطعه و هم ویژگی های عملکرد خود سیستم، به منظور در نظر گرفتن حداکثر ویژگی های مدل و این دستگاه. NC به طور کامل از طریق نرم افزار یا در حالت گفتگو با کنترل پنل دستگاه وارد دستگاه حافظه سیستم CNC می شود. DNC - کنترل عددی مستقیم - تمام ویژگی های سیستم های کلاس CNC را حفظ می کند و در عین حال توانایی تبادل اطلاعات با رایانه مرکزی سرویس دهنده گروهی از ماشین آلات، یک منطقه تولید یا یک کارگاه را دارد.
سیستم های کنترل درایو تغذیه در ماشین های CNC نمودار یک سیستم کنترل حلقه باز برای درایو تغذیه یک دستگاه CNC: 1، 2، 3، - عناصر محرک هیدرولیک. 4 – جفت دنده؛ پیچ 5 طرفه؛ 6 - عنصر کار یک ماشین CNC با وجود یک جریان اطلاعات که از دستگاه خواندن به عنصر اجرایی دستگاه می رسد مشخص می شود. نقطه ضعف - هیچ سنسور بازخوردی وجود ندارد و بنابراین اطلاعاتی در مورد موقعیت واقعی محرک های دستگاه وجود ندارد.
بلوک دیاگرام های سیستم های CNC حلقه بسته: الف) - با یک DOS دایره ای روی پیچ سرب بسته می شود. ب) - بسته با داس دایره ای و انتقال قفسه و پینیون ج) - بسته با DOS خطی در قسمت کار دستگاه. مسیر. در این سیستم ها، مغایرت بین مقادیر تعیین شده و جابجایی واقعی دستگاه های اجرایی به دلیل وجود بازخورد برطرف می شود. عملکرد سیستم های CNC حلقه بسته بر اساس اصل سیستم های کنترل سروو است.
سیستم CNC حلقه بسته با یک DOS دایره ای بر روی پیچ سرب در چنین سیستم های CNC، موقعیت عنصر کار به طور غیرمستقیم با استفاده از یک DOS دایره ای نصب شده بر روی پیچ سرب اندازه گیری می شود. این طرح از نظر نصب DOS بسیار ساده و راحت است. ابعاد کلی سنسور مورد استفاده به بزرگی حرکت اندازه گیری شده بستگی ندارد. هنگام استفاده از DOS دایره ای نصب شده بر روی یک پیچ سرب، تقاضاهای زیادی بر روی ویژگی های دقیق انتقال پیچ مهره (دقت ساخت، استحکام، عدم وجود شکاف) اعمال می شود که در این مورد با بازخورد پوشش داده نمی شود.
سیستم CNC حلقه بسته با داس دایره ای و دنده رک و پینیون سیستم های CNC حلقه بسته از این نوع نیز از DOS دایره ای استفاده می کنند، اما حرکت بدنه کار دستگاه را از طریق دنده قفسه و پینیون اندازه گیری می کنند. در این مورد، سیستم بازخورد تمام مکانیزم های انتقال درایو تغذیه، از جمله انتقال پیچ مهره ای را پوشش می دهد. با این حال، دقت اندازه گیری جابجایی ممکن است تحت تأثیر خطاهای ساخت دنده قفسه و پینیون قرار گیرد. برای جلوگیری از این امر، لازم است از یک قفسه و چرخ دنده پینیون دقیق با قفسه استفاده کنید که طول آن به حرکت قسمت کار دستگاه بستگی دارد. در برخی موارد این امر باعث پیچیدگی و افزایش هزینه سیستم بازخورد می شود.
سیستم CNC حلقه بسته با DOS خطی روی بدنه کار دستگاه سیستم های مشابه CNC ها مجهز به DOS های خطی هستند که اندازه گیری مستقیم حرکت بدنه کار دستگاه را فراهم می کند. این اجازه می دهد تا بازخورد تمام مکانیسم های انتقال درایو تغذیه را پوشش دهد، که دقت بالایی از حرکات را تضمین می کند. با این حال، DOS های خطی پیچیده تر و گران تر از دایره ای هستند. آنها ابعادبه طول حرکت بدنه کار دستگاه بستگی دارد. دقت عملکرد DOS خطی می تواند تحت تأثیر خطاهای ماشین (به عنوان مثال، سایش راهنماها، تغییر شکل های حرارتی و غیره) باشد.
بلوک دیاگرام یک سیستم CNC با محاسبه جبرانی خطاهای ماشین سیستم های CNC با محاسبه جبرانی خطاهای ماشین مجهز به سیستم های بازخورد اضافی، با سنسورهایی هستند که خطاهای ماشین (تغییر شکل های حرارتی، ارتعاشات، سایش راهنماها و غیره) را در نظر می گیرند.
بلوک دیاگرام یک سیستم CNC تطبیقی سیستم های CNC تطبیقی (خود تطبیقی) با سه جریان اطلاعات مشخص می شوند: 1) از دستگاه خواندن. 2) از یک حسگر بازخورد در طول مسیر؛ 3) از سنسورهای نصب شده بر روی دستگاه و نظارت بر فرآیند پردازش با توجه به پارامترهایی مانند سایش ابزار برش، تغییرات در نیروهای برش و اصطکاک، نوسانات مقدار مجاز و سختی مواد قطعه کار و غیره. چنین سیستم هایی به شما امکان می دهند برنامه پردازش را با در نظر گرفتن شرایط واقعی برش تنظیم کنید.
سوالات مربوط به خودکنترلی 1. منظور از کنترل ماشین چیست؟ 2. تفاوت بین کنترل دستی و کنترل خودکار چیست؟ 3. کنترل خودکار با توجه به هدف عملکردی به چه انواعی از کنترل ها تقسیم می شود؟ 4- منظور از کنترل عددی چیست؟ 5. عناصر اصلی موجود در دستگاه CNC را نام ببرید. 6. مزایای اصلی دستگاه های CNC چیست؟ 7. نام توصیه های کلیبرای بهبود کارایی استفاده از ماشین های CNC؟ 8. نحوه طبقه بندی سیستم های CNC و تعیین آنها. 9. روش های ورود به برنامه های کنترلی را نام ببرید. 10. طبقات دستگاه های CNC را با توجه به سطح قابلیت های فنی نام ببرید. تفاوت آنها چیست؟ 11. چه طرح های درایو تغذیه در ماشین های CNC استفاده می شود و تفاوت آنها چیست؟